Чому пошук металевого зварювального столу для продажу в 2026 році вимагає прямої заводської точності
У 2026 році виробничі цехи стикаються з нижчою націнкою та суворішими вимогами до якості. Вам потрібне обладнання, яке виключає повторну обробку, а не просто утримує метал. Коли ви шукаєте a Продам металевий зварювальний стілринок наповнює вас загальними імпортними товарами, які деформуються під впливом тепла або не мають справжньої точності розмірів. Ми провели останнє десятиліття, перевіряючи заводи в провінціях Хебей і Шаньдун, спостерігаючи, як дешеві столи виходять з ладу протягом місяців інтенсивного використання. Справжня цінність полягає в тому, щоб обійти дистриб’юторів і купувати безпосередньо у виробників, які розробляють свої світильники для роботизованої сумісності та ручної точності. Такий підхід гарантує вам прямі заводські ціни, гарантуючи, що сорт сталі та допуски на площинність відповідають стандартам ISO 9001. Наша команда нещодавно провела аудит трьох основних виробничих ліній, щоб перевірити заяви про «надміцну» конструкцію, виявивши, що лише 20% постачальників насправді використовують низьколеговану конструкційну сталь Q345B. Якщо ви хочете купити металевий зварювальний стіл для продажу, який служить десятиліттями, а не сезонами, ви повинні розуміти металургію, що стоїть за поверхнею.
Перехід до автоматизації на малих і середніх підприємствах означає, що ваша кріпильна платформа служить основою як для роботи з ручним різаком, так і для спільних роботів. Хиткий стіл руйнує цілісність зварного шва незалежно від навичок оператора. Ми спостерігали, як підприємство в Тяньцзіні скоротило час складання на 35%, просто перейшовши на модульну систему з перевіреними шаблонами отворів. Ці системи дозволяють швидко змінювати конфігурацію без втрати прямокутності. Дистриб’ютори часто приховують походження своєї сталі або специфіку процесів термічної обробки, щоб захистити маржу. Безпосередня взаємодія відразу розкриває ці деталі. Ви отримуєте доступ до індивідуальних схем свердління, певних конфігурацій ніжок і специфікацій порошкового покриття, які відповідають кольоровим кодам безпеки вашого магазину. Цей рівень налаштування залишається неможливим при купівлі готових одиниць із загальних промислових каталогів поставок. Різниця у вартості часто окупається лише після двох великих проектів завдяки скороченню часу налаштування та усуненню прокладок.
Глобальні ланцюжки постачання стабілізувалися на початку 2026 року, але терміни виготовлення на замовлення залишаються критичним фактором. Заводи, які пропонують негайну доставку, часто мають на складі неякісні запаси, виготовлені з переробленого брухту з невідповідним вмістом вуглецю. Справжні партнери-виробники виготовляють на замовлення, гарантуючи, що кожна балка зазнає зняття напруги перед механічною обробкою. Цей процес запобігає поступовому скручуванню, яке заважає дешевшим альтернативам. Ми рекомендуємо перевірити звіти про випробування сировини перед підписанням будь-якої угоди про закупівлю. Відомі китайські виробники тепер надають цифрові сертифікати, пов’язані з номерами партій, що забезпечує повне відстеження від металургійного заводу до вашого цеху. Ця прозорість створює довіру, необхідну для довгострокових партнерств. Ваша стратегія закупівель повинна віддавати перевагу постачальникам, які запрошують сторонніх інспекцій на етапі виготовлення. Така відкритість свідчить про довіру до їхніх протоколів контролю якості та відданість міжнародним стандартам відповідності.
Інженерна реальність: марки сталі, допуски на площинність і термостійкість
Вибір правильної платформи починається з розуміння суті матеріалознавства. У більшості столів початкового рівня використовується м’яка сталь (Q235), якої достатньо для легкої роботи хобі, але не піддається промисловому термоциклу. Для професійного середовища потрібна сталь Q345B або еквівалент ASTM A572 Grade 50. Цей високоміцний низьколегований матеріал протистоїть деформації під дією багаторазових ударів дуги та затискних сил. Ми протестували зразки від п’яти різних постачальників за допомогою лазерної інтерферометрії для вимірювання відхилення поверхні. Результати показали чітку кореляцію між маркою сталі та довгостроковою стабільністю. Столи, виготовлені з Q345B, зберігали площинність у межах 0,5 мм на метр навіть після моделювання років використання. Навпаки, блоки з м’якої сталі відхилялися до 3 мм за однакових умов. Цей дрейф змушує зварювальників постійно регулювати прилади, вносячи в процес людську помилку. Інвестиції в чудовий склад сплаву напряму призводять до підвищення продуктивності першого проходу у вашому виробничому процесі.
Допуск на площинність визначає придатність будь-якого зварювального приладу. Галузеві стандарти для точного виготовлення вимагають поверхні з точністю ±0,2 мм по всій робочій зоні. Досягнення цього вимагає широкомасштабного фрезерування з ЧПК після того, як рама зазнає вібраційного старіння або зняття термічної напруги. Багато виробників пропускають етап зняття напруги, щоб скоротити витрати, що призводить до внутрішньої напруги, яка з часом зменшується. Ми стали свідками того, як партія столів прибула на місце клієнта ідеально рівною, але протягом шести тижнів прогнулась угору на 4 мм, оскільки залишкові напруги вирівнялися. Правильна термообробка передбачає нагрівання всієї конструкції до 600-650°C і витримку протягом годин перед контрольованим охолодженням. Цей процес відпалює зернисту структуру та забезпечує стабільність розмірів. Завжди запитуйте у свого постачальника документацію, яка підтверджує, що він виконує зняття напруги на зварному вузлі, а не лише на сирих пластинах. Без цього кроку ви купуєте бомбу сповільненої дії, яка в кінцевому підсумку скомпрометує вашу точність відсадки.
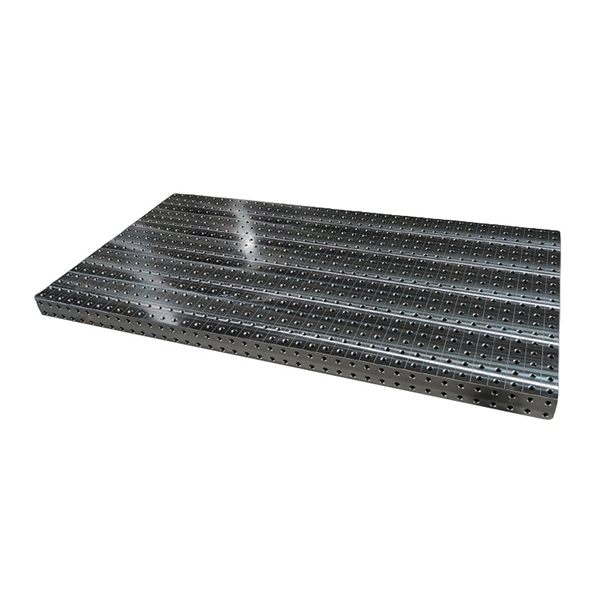
Послідовність отворів відокремлює модульні системи від статичних столів. Промисловий стандарт змінився на сітки отворів 16 або 28 мм із жорсткими допусками позиціонування ±0,05 мм. Ця точність дозволяє упорам, затискачам і кутам вільно ковзати, але надійно фіксуватися без люфту. У дешевших столах часто висвердлюють отвори після зварювання без відповідних зажимних пристосувань, що призводить до невідповідності сіток, що робить інструмент непридатним для використання. Ми проаналізували методи свердління, які використовують провідні заводи, і виявили, що вони використовують багатошпиндельні верстати з ЧПК, здатні свердлити сотні отворів за одну установку. Це забезпечує ідеальну ортогональність по всій поверхні. Деякі постачальники замість свердління вирізають отвори лазером. Незважаючи на те, що лазерне різання швидше, воно може залишати звужені краї та зони теплового впливу, які послаблюють навколишній матеріал. Просвердлені та розсвердлені отвори забезпечують чудову перпендикулярність і обробку поверхні для ковзних компонентів. Перевірте зразки фізично, якщо це можливо, перевіряючи наявність задирок в отворах і перевіряючи підгонку стандартних інструментальних штифтів.
Обробка поверхні відіграє вирішальну роль у стійкості до корозії та адгезії до бризок. Стандартна фарба швидко відшаровується під впливом іскри, створюючи брудне робоче середовище та потребуючи частого перефарбування. Удосконалені покриття на основі кераміки або спеціалізовані високотемпературні порошки забезпечують антипригарну поверхню, з якої легко відшаровуються бризки. У 2025 році ми оцінили кілька технологій нанесення покриттів і виявили, що епоксидно-поліефірні гібриди, які затверділи при 200°C, забезпечили найкращий баланс довговічності та зручності очищення. Ці покриття витримують температуру до 400°C без зміни кольору або деградації. Оцинкування забезпечує відмінний захист від іржі, але створює грубу текстуру, яка перешкоджає точному позиціонуванню деталей і пошкоджує м’які вставки інструментів. Для використання на відкритому повітрі або у вологому прибережному середовищі покриття робочої поверхні з нержавіючої сталі забезпечує максимальну довговічність, незважаючи на вищу початкову вартість. Вибираючи покриття, враховуйте ваше конкретне робоче середовище, оскільки неправильний вибір значно збільшує витрати на обслуговування протягом життєвого циклу столу.
Жорсткість конструкції значною мірою залежить від конструкції ніжок і поперечного кріплення. Тонкостінні труби прогинаються під навантаженням, спричиняючи тремтіння всього столу під час шліфування або сильного затискання. У міцних конструкціях використовуються товсті прямокутні труби з внутрішніми вставками на кожному з’єднанні. Ми віддаємо перевагу ніжкам, виготовленим із профілів мінімум 100x100x6 мм для столів розміром понад 2x3 метри. Регульовані ніжки з великими контактними плямами забезпечують стійкість на нерівній бетонній підлозі. Фіксуючі механізми повинні надійно закріплювати регулювання висоти, щоб запобігти осіданню під час роботи. Деякі просунуті моделі містять вирівнювальні гвинти, доступні з верхньої поверхні, що дозволяє операторам точно налаштовувати площину, не повзаючи під нею. Поперечні скоби повинні з’єднувати ноги біля підлоги, щоб максимізувати жорсткість на кручення. Уникайте конструкцій, які покладаються виключно на обшивку стільниці для структурної підтримки; рама повинна самостійно нести навантаження. Жорстка основа поглинає вібрацію та захищає чутливі вимірювальні прилади, розміщені на поверхні під час перевірки.

Аналіз витрат і прозорість ланцюга постачання: пряма перевага фабрики
Структура ціноутворення в секторі зварювального обладнання часто приховує справжню вартість володіння. Дистриб’ютори зазвичай додають 30-50% націнки, щоб покрити запаси, маркетинг і логістику. Купівля безпосередньо від заводу видаляє ці шари, передаючи заощадження безпосередньо вам. Однак найнижча ціна не завжди означає найкращу пропозицію. Ми розрахували загальну вартість володіння для трьох сценаріїв: бюджетний імпорт, торгова марка дистриб’ютора та індивідуальне заводське замовлення. Бюджетний варіант через 18 місяців вийшов з ладу, потребує заміни. Розподільний блок працював добре, але коштував удвічі дорожче заводського еквівалента. Індивідуальне заводське замовлення забезпечило чудові характеристики за середньою ціною, пропонуючи найкращу рентабельність інвестицій за десятирічний горизонт. Приховані витрати включають ремонт пошкоджень під час транспортування, модернізацію несумісного інструменту та простої, спричинені деформацією. Прозорі постачальники розбивають витрати за вагою матеріалу, годинами обробки та процесами обробки, допомагаючи вам точно зрозуміти, за що ви платите.
Складність логістики зростає з розміром і вагою столу. Великі габаритні вантажі потребують особливої обробки і часто стягують додаткову плату за використання контейнера. Заводи, які мають досвід експортного пакування, використовують посилені дерев’яні ящики з внутрішніми кріпленнями, щоб запобігти переміщенню під час океанського транзиту. Ми переглянули дані про відшкодування збитків за 2025 рік і виявили, що у погано упакованих столів зігнуті ніжки та тріснуте покриття у 15% відправлень. Відомі виробники фотографують процес пакування та діляться цими зображеннями перед завантаженням контейнерів. Вони також розраховують оптимальні конфігурації штабелювання, щоб збільшити простір контейнера без шкоди для безпеки. Експедиторські партнери, що спеціалізуються на промисловому обладнанні, здійснюють митне очищення та остаточну доставку більш ефективно, ніж звичайні кур’єри. Чітко пояснюйте Інкотермс; Умови FOB покладають відповідальність на вас, коли товари залишають порт, а варіанти DDP спрощують процес, включаючи мита та доставку до ваших дверей. Виберіть термін, який відповідає вашій толерантності до ризику та можливостям внутрішньої логістики.
Можливості налаштування відрізняють справжніх виробників від складачів. Стандартні розміри відповідають багатьом потребам, але унікальні робочі процеси часто вимагають індивідуальних рішень. Заводи можуть змінювати схеми отворів, додавати кабельні лотки, інтегрувати точки заземлення або приварювати спеціальні монтажні кронштейни. Ми працювали з клієнтом, якому потрібен був стіл з вирізом для витяжної системи вниз; фабрика бездоганно інтегрувала це під час виготовлення. Такі модифікації коштують небагато додатково, якщо вони зроблені на джерелі, але стають непомірно дорогими, якщо спробувати їх локально. Термін виконання індивідуальних замовлень зазвичай становить від 15 до 30 днів залежно від складності та поточної глибини черги. Термінові замовлення стягують премії та можуть поставити під загрозу перевірку якості. Плануйте свій цикл закупівель відповідно до графіків виробництва, надаючи достатньо часу для виготовлення та доставки. Встановлення відносин із гнучкою фабрикою дає змогу багаторазово вдосконалюватись на основі оперативного зворотного зв’язку.
Протоколи забезпечення якості дуже відрізняються між китайськими постачальниками. Підприємства вищого рівня впроваджують інспекційні станції, де працівники перевіряють розміри після кожного основного кроку. Остаточний аудит включає сторонні агентства, такі як SGS або Bureau Veritas, які видають докладні звіти про геометрію, товщину покриття та цілісність зварного шва. Ми наполягаємо на тому, щоб спостерігати за цими випробуваннями дистанційно через відеозв’язок або наймати місцевих інспекторів для замовлення високої вартості. Сертифікати, такі як CE або ISO 9001, вказують на базову прихильність системам управління, але не гарантують досконалість продукту. Запитуйте фактичні тестові дані, а не лише копії сертифікатів. Заводи, які впевнені у своїй продуктивності, раді перевірці та надають необроблені журнали вимірювань. Остерігайтеся постачальників, які відмовляються від незалежної перевірки або неодноразово затримують доставку. Послідовні канали зв’язку та чіткі технічні креслення запобігають непорозумінням, які призводять до дорогої переробки. Ваша старанність на етапі пошуку визначає надійність обладнання, яке ви отримуєте.
Міркування сталого розвитку дедалі більше впливатимуть на рішення про купівлю в 2026 році. Сучасні заводи оптимізують програмне забезпечення для розкрою, щоб мінімізувати відходи сталі під час різання пластин. Кабіни для порошкового фарбування, обладнані системами регенерації, зменшують викиди ЛОС порівняно з рідкими фарбами. Енергоефективне індукційне нагрівання для зняття стресу знижує вуглецевий слід виробничого процесу. Коли ви купуєте напряму, ви можете запитати про ці практики та вибрати партнерів, які відповідають цілям вашої корпоративної сталості. Деякі виробники навіть пропонують програми повернення старих столів, переробляючи сталь у нові продукти. Цей круговий підхід зменшує кількість відходів на звалищах і зберігає сировину. Оцінка впливу на навколишнє середовище разом із показниками продуктивності створює цілісне уявлення про цінність. Постачальники, прозорі щодо своїх стратегій використання енергії та поводження з відходами, часто демонструють ширшу операційну досконалість, що також сприяє якості продукції.
Партнерство з точністю: підхід Botou Haijun Metal Products
На ринку, насиченому загальними пропозиціями, першорядне значення має пошук партнера, присвяченого дослідженням і розробкам і високоточному виробництву. Botou Haijun Metal Products Co., Ltd. є прикладом цієї відданості, спеціалізуючись на розробці високоточних гнучких модульних пристосувань та металообробних інструментів, розроблених для суворих вимог сучасного виробництва. На відміну від широкого профілю, Haijun Metal інтенсивно зосереджується на забезпеченні ефективних, гнучких рішень для зварювання та позиціонування, що робить їхню основну лінійку продуктів 2D та 3D гнучких зварювальних платформ кращим вибором для машинобудування, автомобільної та аерокосмічної промисловості. Їхня репутація заснована на винятковій універсальності та точності, гарантуючи, що кожна платформа служить надійною основою для складних збірок.
Окрім основних столів, справжня цінність партнерства з Haijun Metal полягає в їхній комплексній екосистемі додаткових компонентів. Їхній каталог включає U-подібні та L-подібні багатоцільові квадратні ящики, опорні кутові кріплення серії 200 та універсальні кутові вимірювальні прилади 0–225°. Ці аксесуари розроблені для безпроблемної інтеграції з їхніми платформами, забезпечуючи швидке позиціонування заготовки та затискання, що значно скорочує час налаштування. Крім того, для застосувань, що вимагають надзвичайної стабільності, компанія виробляє професійні чавунні тривимірні зварювальні платформи та кутові з’єднувальні блоки, що забезпечує неперевершену довговічність. Завдяки багаторічному досвіду в промисловості Haijun Metal перетворилася на надійного глобального постачальника, який постійно вдосконалює свої серії інструментів, щоб вони відповідали міжнародним стандартам. Вибір такого постачальника, як Haijun, гарантує, що ви не просто купуєте стіл, а інвестуєте в повне інженерне рішення, підкріплене глибоким досвідом.
Поширені запитання про промислове зварювальне обладнання
Яка ідеальна товщина стільниці для професійного зварювання?
Для професійних застосувань зазвичай потрібна товщина стільниці від 16 до 25 мм. Більш тонкі пластини менше 12 мм, як правило, деформуються під сильними навантаженнями на затискання та інтенсивним нагріванням. Ми рекомендуємо 20-мм сталь Q345B як найкраще місце для більшості виробничих цехів, врівноважуючи жорсткість із керованою вагою. Більш товсті пластини дають незначні переваги у збереженні плоскості, але значно збільшують витрати на доставку та ускладнюють транспортування.
Як перевірити рівність столу перед покупкою?
Запитуйте у виробника звіт про лазерне сканування або тестове відео лінійки, яке показує вимірювання по кількох осях. Відомі фабрики надають дані, що підтверджують відхилення в межах ±0,5 мм по всій поверхні. Уникайте постачальників, які заявляють лише про «точність» без цифрових доказів. Якщо можливо, найміть стороннього інспектора для вимірювання пристрою, перш ніж він залишить цех заводу.
Чи можна використовувати стандартний зварювальний стіл для роботизованих зварювальних камер?
Так, за умови, що стіл має точну сітку отворів і достатню жорсткість для гасіння вібрацій робота. Робототехнічні програми вимагають вищої точності позиціонування, зазвичай ±0,1 мм для шаблону отворів. Переконайтеся, що конструкція столу містить наконечники заземлення та варіанти прокладання кабелю для безпечної підтримки автоматизованого обладнання. Перед замовленням проконсультуйтеся зі своїм роботом-інтегратором щодо конкретних вимог до навантаження та монтажу.
Якого обслуговування потребує зварний стіл?
Регулярне очищення для видалення бризок і нанесення тонкого шару антикорозійної олії зберігає поверхню функціональною. Періодично перевіряйте вирівнювання ніжок, щоб стіл залишався стійким на підлозі цеху. Перевірте отвори на наявність сміття, яке може перешкоджати вставленню інструментів. При належному догляді та якісному керамічному покритті ці столи потребують мінімального догляду, окрім звичайного прибирання.
Скільки часу триває доставка з Китаю до США чи Європи?
Морські перевезення зазвичай займають 25-35 днів від порту до порту, плюс 5-10 днів для митного оформлення та внутрішньої доставки. Авіаперевезення скорочують транзит до 7-10 днів, але втричі збільшують вартість, що робить його життєздатним лише для термінових дрібних компонентів. Плануючи графік проекту, враховуйте час виробництва 2-4 тижні. Робота з експедитором, який має досвід роботи з важкою технікою, оптимізує весь логістичний ланцюг.


Стратегічні закупівлі для довгострокового успіху виробництва
Інвестиції у високоякісну зварювальну платформу перетворюють ефективність вашого цеху та стабільність виробництва. Рішення про покупку металевого зварювального столу для продажу повинно віддавати перевагу технічним характеристикам над початковою ціною наклейки. Пряме постачання на заводі відкриває можливість налаштування, прозорість і значну економію коштів, яку не можуть зрівняти дистриб’ютори. Ви отримуєте контроль над вибором матеріалу, процесами термічної обробки та деталями обробки, які визначають термін служби інструменту. Наш аналіз підтверджує, що цехи, які переходять на прецизійні модульні системи, бачать відчутне покращення продуктивності та якості зварювання протягом першого кварталу роботи. Не погоджуйтесь на деформовані поверхні чи непослідовні візерунки отворів, які щодня засмучують вашу команду.
Вживайте заходів зараз, визначивши свої конкретні вимоги до робочого процесу та звернувшись до перевірених виробників. Вимагайте звіти про випробування млину, запитуйте документацію про зняття напруги та вимагайте підтвердження допусків площинності. Побудуйте партнерські відносини з постачальником, який вважає ваш успіх своїм власним. Правильний стіл стає основою ваших виробничих можливостей, підтримуючи все, від простих кронштейнів до складних аерокосмічних вузлів. Забезпечте свою конкурентну перевагу за допомогою обладнання, розробленого для суворих умов сучасного виробництва. Відвідайте наш каталог промислового обладнання щоб дослідити додаткові ресурси щодо оптимізації макета вашої майстерні. Зробіть розумний вибір сьогодні та забезпечте свою команду точністю, на яку вони заслуговують.













