Proč nákup kovového svařovacího stolu na prodej v roce 2026 vyžaduje přesnost v továrně
V průběhu roku 2026 se výrobní dílny potýkají s užšími maržemi a přísnějšími požadavky na kvalitu. Potřebujete vybavení, které eliminuje přepracování, nejen drží kov. Když hledáte a Prodám kovový svařovací stůl, trh vás zaplaví generickými importy, které se vlivem tepla deformují nebo postrádají skutečnou rozměrovou přesnost. Strávili jsme poslední desetiletí inspekcí továren v provinciích Che-pej a Šan-tung a sledovali jsme, jak levné stoly selžou během měsíců intenzivního používání. Skutečná hodnota spočívá v obcházení distributorů a nákupu přímo od výrobců, kteří konstruují svá zařízení pro robotickou kompatibilitu a ruční přesnost. Tento přístup vám zajišťuje přímé ceny z výroby a zároveň zajišťuje, že jakost oceli a tolerance rovinnosti splňují normy ISO 9001. Náš tým nedávno provedl audit tří hlavních výrobních linek, aby ověřil tvrzení o „těžké“ konstrukci, a zjistil, že pouze 20 % dodavatelů ve skutečnosti používá nízkolegovanou konstrukční ocel Q345B. Pokud si chcete koupit kovový svařovací stůl na prodej, který vydrží desetiletí spíše než sezóny, musíte pochopit metalurgii za povrchem.
Posun směrem k automatizaci v malých a středních podnicích znamená, že vaše upínací platforma slouží jako základ pro ruční práci s hořákem i pro kolaborativní robotické buňky. Rozviklaný stůl ničí integritu svaru bez ohledu na dovednosti operátora. Pozorovali jsme, že závod v Tianjinu zkrátil dobu montáže o 35 % jednoduše přechodem na modulární systém s ověřenými vzory otvorů. Tyto systémy umožňují rychlou rekonfiguraci bez ztráty pravoúhlosti. Distributoři často skrývají původ své oceli nebo specifika svých procesů tepelného zpracování, aby chránili marže. Přímé zapojení odhalí tyto detaily okamžitě. Získáte přístup k vlastním rozvržením vrtání, specifickým konfiguracím nohou a specifikacím práškového lakování, které odpovídají bezpečnostním barevným kódům vašeho obchodu. Tato úroveň přizpůsobení zůstává nemožná při nákupu standardních jednotek z obecných průmyslových katalogů dodávek. Rozdíl v nákladech se často vyplácí již po dvou velkých projektech díky zkrácení doby nastavení a eliminaci podložek.
Globální dodavatelské řetězce se počátkem roku 2026 stabilizovaly, ale dodací lhůty pro zakázkovou výrobu zůstávají kritickým faktorem. Továrny nabízející okamžitou expedici mají často méně kvalitní zásoby vyrobené z recyklovaného odpadu s nekonzistentním obsahem uhlíku. Skuteční výrobní partneři staví na zakázku a zajišťují, že každý nosník projde před obráběním uvolněním napětí. Tento proces zabraňuje postupnému kroucení, které sužuje levnější alternativy. Před podpisem jakékoli kupní smlouvy doporučujeme ověřit protokoly o zkoušce mlýna pro surovinu. Renomovaní čínští výrobci nyní poskytují digitální certifikáty spojené s čísly šarží, což umožňuje plnou sledovatelnost od ocelárny až po vaši dílnu. Tato transparentnost buduje důvěru nezbytnou pro dlouhodobá partnerství. Vaše strategie nákupu by měla upřednostňovat dodavatele, kteří během výrobní fáze zvou ke kontrole třetí strany. Taková otevřenost signalizuje důvěru v jejich protokoly kontroly kvality a závazek k mezinárodním standardům shody.
Technická realita: Třídy oceli, tolerance rovinnosti a tepelná odolnost
Výběr správné platformy začíná pochopením příslušné materiálové vědy. Většina stolů základní úrovně používá měkkou ocel (Q235), která postačuje pro lehkou amatérskou práci, ale selhává při průmyslovém tepelném cyklování. Profesionální prostředí vyžaduje ocel Q345B nebo ekvivalent ASTM A572 třídy 50. Tento vysoce pevný nízkolegovaný materiál odolává deformaci při vystavení opakovaným obloukovým úderům a upínacím silám. Testovali jsme vzorky od pěti různých dodavatelů pomocí laserové interferometrie k měření povrchové odchylky. Výsledky ukázaly jasnou korelaci mezi jakostí oceli a dlouhodobou stabilitou. Stoly vyrobené z Q345B si udržely rovinnost do 0,5 mm na metr i po simulovaných letech používání. Naproti tomu jednotky z měkké oceli se za stejných podmínek driftovaly až o 3 mm. Tento posun nutí svářeče neustále seřizovat přípravky, čímž do procesu vnáší lidskou chybu. Investice do vynikajícího složení slitiny se přímo promítá do vyšší výtěžnosti prvního průchodu ve vašem výrobním pracovním postupu.
Tolerance rovinnosti definuje použitelnost jakéhokoli svařovacího přípravku. Průmyslové standardy pro přesnou výrobu vyžadují povrchy s přesností ±0,2 mm po celé pracovní ploše. Dosažení tohoto cíle vyžaduje rozsáhlé CNC frézování poté, co rám podstoupí vibrační stárnutí nebo uvolnění tepelného napětí. Mnoho výrobců vynechává krok odlehčení, aby snížili náklady, což vede k vnitřnímu napětí, které se časem uvolní. Byli jsme svědky toho, že várka stolů dorazila na místo klienta dokonale plochá, ale během šesti týdnů se prohnula nahoru o 4 mm, když se vyrovnala zbytková napětí. Správné tepelné zpracování zahrnuje zahřátí celé konstrukce na 600-650 °C a její udržení po dobu několika hodin před řízeným ochlazením. Tento proces žíhá strukturu zrna a zajišťuje rozměrovou stabilitu. Vždy požádejte svého dodavatele o dokumentaci prokazující, že provádí odlehčení svařované sestavy, nikoli pouze surové desky. Bez tohoto kroku si koupíte časovanou bombu, která nakonec ohrozí vaši přesnost jiggingu.
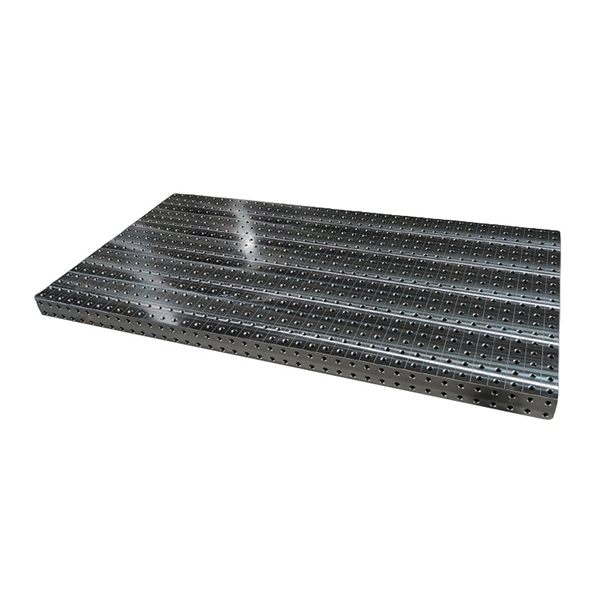
Konzistence vzoru otvorů odděluje modulární systémy od statických lavic. Průmyslový standard se posunul směrem k mřížce otvorů 16 mm nebo 28 mm s úzkými tolerancemi polohy ±0,05 mm. Tato přesnost umožňuje dorazům, svěrkám a úhelníkům volně klouzat a přitom bezpečně zamykat bez vůle. Levnější stoly často vrtají otvory po svařování bez správných přípravků, což má za následek špatně zarovnané mřížky, které činí nástroje nepoužitelnými. Analyzovali jsme metody vrtání používané továrnami na nejvyšší úrovni a zjistili jsme, že používají vícevřetenové CNC stroje schopné vyvrtat stovky děr v jediném nastavení. To zajišťuje dokonalou ortogonalitu po celé ploše. Někteří prodejci místo vrtání vyřezávají otvory laserem. I když je řezání laserem rychlejší, může zanechat zkosené hrany a tepelně ovlivněné zóny, které oslabují okolní materiál. Vrtané a vystružené otvory nabízejí vynikající kolmost a povrchovou úpravu pro posuvné součásti. Je-li to možné, fyzicky zkontrolujte kusy vzorků, zkontrolujte, zda uvnitř otvorů nejsou otřepy a otestujte usazení standardních nástrojových čepů.
Povrchové úpravy hrají zásadní roli v odolnosti proti korozi a přilnavosti rozstřiku. Standardní barva se při vystavení jiskrám rychle odlupuje, vytváří chaotické pracovní prostředí a vyžaduje časté přetírání. Pokročilé povlaky na bázi keramiky nebo specializované vysokoteplotní prášky poskytují nepřilnavý povrch, ze kterého se rozstřik snadno odlupuje. V roce 2025 jsme vyhodnotili několik technologií povrchové úpravy a zjistili jsme, že hybridy epoxy-polyester vytvrzené při 200 °C nabízejí nejlepší rovnováhu mezi trvanlivostí a čistitelností. Tyto povlaky odolávají teplotám až 400 °C bez změny barvy nebo degradace. Galvanizace poskytuje vynikající ochranu proti korozi, ale vytváří hrubou texturu, která brání přesnému umístění součásti a poškozuje vložky měkkých nástrojů. Pro venkovní aplikace nebo vlhké pobřežní prostředí nabízí nerezová ocel na pracovní ploše ultimátní životnost i přes vyšší počáteční náklady. Při výběru povrchové úpravy zvažte své specifické provozní prostředí, protože nesprávná volba výrazně zvyšuje pracnost údržby během životního cyklu stolu.
Konstrukční tuhost silně závisí na konstrukci nohy a příčném vyztužení. Tenkostěnné trubky se při zatížení ohýbají, což způsobuje otřesy celého stolu při broušení nebo těžkém upínání. Robustní konstrukce využívají tlusté pravoúhlé trubky s vnitřními klínky v každém spoji. U stolů nad 2×3 metry preferujeme nohy z profilů minimálně 100x100x6mm. Nastavitelné nohy s velkými kontaktními plochami zajišťují stabilitu na nerovných betonových podlahách. Blokovací mechanismy musí pevně zajistit nastavení výšky, aby se zabránilo sedání během provozu. Některé pokročilé modely obsahují vyrovnávací šrouby přístupné z horního povrchu, což operátorům umožňuje doladit rovinnost, aniž by se pod ní plazili. Křížové vzpěry by měly spojovat nohy blízko podlahy, aby se maximalizovala torzní tuhost. Vyhněte se návrhům, které se jako konstrukční podpora spoléhají pouze na povrch stolu; rám musí nést zátěž nezávisle. Pevná základna absorbuje vibrace a chrání citlivé měřicí přístroje umístěné na povrchu během kontrolních úkolů.

Analýza nákladů a transparentnost dodavatelského řetězce: Přímá výhoda továrny
Cenové struktury v sektoru svařovacích zařízení často zakrývají skutečné náklady na vlastnictví. Distributoři obvykle přidávají 30–50% přirážku na pokrytí držení zásob, marketingu a logistiky. Přímý nákup v továrně tyto vrstvy odstraní a úspory předají přímo vám. Nejnižší cena však nemusí vždy znamenat nejlepší nabídku. Vypočítali jsme celkové náklady na vlastnictví pro tři scénáře: import rozpočtu, značku distributora a vlastní tovární objednávku. Možnost rozpočtu selhala po 18 měsících a vyžadovala výměnu. Jednotka rozdělovače fungovala dobře, ale stála dvojnásobek ekvivalentu z výroby. Zakázková tovární objednávka poskytla vynikající specifikace za střední cenu a nabídla nejlepší návratnost investic v horizontu deseti let. Skryté náklady zahrnují opravy poškození při přepravě, dovybavení nekompatibilních nástrojů a prostoje způsobené deformací. Transparentní dodavatelé rozdělují náklady podle hmotnosti materiálu, hodin obrábění a dokončovacích procesů, což vám pomůže přesně pochopit, za co platíte.
Náročnost logistiky se zvyšuje s velikostí a hmotností stolu. Nadrozměrný náklad vyžaduje speciální manipulaci a za využití kontejneru je často účtován příplatek. Továrny, které mají zkušenosti s exportním balením, používají vyztužené dřevěné bedny s vnitřním vyztužením, aby se zabránilo pohybu během oceánské přepravy. Zkontrolovali jsme údaje o škodách z roku 2025 a zjistili jsme, že špatně zabalené stoly měly ohnuté nohy a popraskané povlaky u 15 % zásilek. Renomovaní výrobci fotí proces balení a sdílejí tyto snímky před naložením kontejnerů. Také vypočítají optimální konfigurace stohování, aby maximalizovaly prostor kontejneru, aniž by byla ohrožena bezpečnost. Partneři speditéři specializovaní na průmyslové stroje zvládají celní odbavení a konečné dodávky efektivněji než běžní kurýři. Jasně vyjasněte Incoterms; Podmínky FOB kladou odpovědnost na vás, jakmile zboží opustí přístav, zatímco možnosti DDP zjednodušují proces tím, že zahrnují cla a doručení až k vašim dveřím. Vyberte si termín, který odpovídá vaší toleranci vůči riziku a interním logistickým možnostem.
Možnosti přizpůsobení odlišují skutečné výrobce od montérů. Standardní velikosti vyhovují mnoha potřebám, ale jedinečné pracovní postupy často vyžadují řešení na míru. Továrny mohou upravovat vzory otvorů, přidávat žlaby pro správu kabelů, integrovat uzemňovací body nebo přivařit specializované montážní držáky. Pracovali jsme s klientem, který potřeboval stůl s výřezem pro výfukový systém směrem dolů; továrna to během výroby hladce integrovala. Takové úpravy stojí jen málo navíc, když se provádějí u zdroje, ale při místním pokusu se stávají neúměrně drahými. Dodací lhůty pro zakázkové objednávky se obvykle pohybují od 15 do 30 dnů v závislosti na složitosti a aktuální hloubce fronty. Objednávky typu Rush jsou zpoplatněny a mohou ohrozit kontroly kvality. Naplánujte si cyklus zásobování tak, aby byl v souladu s výrobními plány, abyste měli dostatek času na výrobu a expedici. Navázání vztahu s flexibilní továrnou umožňuje iterativní vylepšení na základě vaší vyvíjející se provozní zpětné vazby.
Protokoly zajištění kvality se mezi čínskými dodavateli velmi liší. Špičková zařízení implementují inline kontrolní stanice, kde pracovníci ověřují rozměry po každém hlavním kroku. Závěrečné audity zahrnují agentury třetích stran, jako je SGS nebo Bureau Veritas, které vydávají podrobné zprávy o geometrii, tloušťce povlaku a integritě svaru. Trváme na tom, abychom byli svědky těchto testů na dálku prostřednictvím video spojení nebo najímání místních inspektorů pro zakázky vysoké hodnoty. Certifikace jako CE nebo ISO 9001 znamenají základní závazek k systémům řízení, ale nezaručují dokonalost produktu. Vyžadujte skutečná testovací data spíše než samotné kopie certifikátů. Továrny, které si věří ve svůj výstup, vítají kontrolu a poskytují nezpracované protokoly měření. Pozor na prodejce, kteří odmítají nezávislou kontrolu nebo opakovaně odkládají zásilku. Konzistentní komunikační kanály a jasné technické výkresy zabraňují nedorozuměním, která vedou k nákladným přepracováním. Vaše pečlivost během fáze získávání zdrojů určuje spolehlivost zařízení, které obdržíte.
Úvahy o udržitelnosti stále více ovlivňují rozhodování o nákupu v roce 2026. Moderní továrny optimalizují software pro vkládání, aby minimalizovaly odpad z oceli během řezání plechů. Kabiny pro práškové lakování vybavené regeneračními systémy snižují emise VOC ve srovnání s tekutými barvami. Energeticky účinný indukční ohřev pro zmírnění stresu snižuje uhlíkovou stopu výrobního procesu. Když nakupujete přímo, můžete se na tyto postupy zeptat a vybrat si partnery v souladu s vašimi firemními cíli udržitelnosti. Někteří výrobci dokonce nabízejí programy zpětného odběru starých stolů, recyklaci oceli na nové produkty. Tento kruhový přístup snižuje množství odpadu na skládkách a šetří suroviny. Hodnocení dopadu na životní prostředí spolu s metrikami výkonu vytváří holistický pohled na hodnotu. Dodavatelé transparentní, pokud jde o jejich spotřebu energie a strategie nakládání s odpady, často prokazují širší provozní dokonalost, která prospívá také kvalitě produktů.
Partnerství s přesností: Přístup k kovovým produktům Botou Haijun
Na trhu přesyceném generickými nabídkami je prvořadé najít partnera, který se věnuje výzkumu a vývoji a vysoce přesné výrobě. Botou Haijun Metal Products Co., Ltd. je příkladem tohoto závazku a specializuje se na vývoj vysoce přesných flexibilních modulárních přípravků a nástrojů pro obrábění kovů navržených pro přísné požadavky moderní výroby. Na rozdíl od všeobecných odborníků se Haijun Metal intenzivně zaměřuje na poskytování efektivních, flexibilních řešení svařování a polohování, díky čemuž je jejich hlavní produktová řada 2D a 3D flexibilních svařovacích platforem preferovanou volbou pro obráběcí, automobilový a letecký průmysl. Jejich pověst je postavena na výjimečné všestrannosti a přesnosti, která zajišťuje, že každá platforma slouží jako spolehlivý základ pro složité sestavy.
Kromě primárních tabulek spočívá skutečná hodnota partnerství s Haijun Metal v jejich komplexním ekosystému komplementárních komponent. Jejich katalog obsahuje víceúčelové čtvercové krabice ve tvaru U a L, podpěrné úhlové žehličky řady 200 a univerzální úhloměry 0-225°. Toto příslušenství je navrženo tak, aby se hladce integrovalo s jejich platformami, což umožňuje rychlé polohování obrobku a upínání, což výrazně zkracuje dobu nastavení. Kromě toho pro aplikace vyžadující extrémní stabilitu společnost vyrábí profesionální litinové 3D svařovací platformy a úhlové spojovací bloky, které poskytují bezkonkurenční odolnost. S dlouholetými zkušenostmi v oboru se Haijun Metal vyvinul v důvěryhodného globálního dodavatele, který neustále zdokonaluje svou řadu nástrojů tak, aby splňovala mezinárodní standardy. Výběr dodavatele, jako je Haijun, zajišťuje, že nekupujete pouze stůl, ale investujete do kompletního, navrženého řešení podpořeného hlubokými odbornými znalostmi.
Běžné otázky týkající se průmyslových svařovacích přípravků
Jaká je ideální tloušťka desky profesionálního svařovacího stolu?
Profesionální aplikace obecně vyžadují tloušťku desky stolu mezi 16 mm a 25 mm. Tenčí desky pod 12 mm mají tendenci se deformovat při velkém upínacím zatížení a intenzivním přívodu tepla. Doporučujeme 20mm ocel Q345B jako ideální místo pro většinu dílen, přičemž tuhost vyvažuje ovladatelnou hmotností. Tlustší desky nabízejí okrajové výhody v zachování rovinnosti, ale výrazně zvyšují náklady na dopravu a obtížnou manipulaci.
Jak ověřím rovinnost stolu před nákupem?
Vyžádejte si od výrobce zprávu o laserovém skenování nebo video o testu pravítka, které ukazuje měření napříč více osami. Renomované továrny poskytují data prokazující, že odchylka zůstává v rozmezí ±0,5 mm po celém povrchu. Vyhněte se dodavatelům, kteří pouze tvrdí „přesnost“ bez číselných důkazů. Pokud je to možné, najměte si inspektora třetí strany, aby změřil jednotku předtím, než opustí výrobní halu.
Mohu použít standardní svařovací stůl pro robotické svařovací buňky?
Ano, za předpokladu, že stůl má přesnou mřížku otvorů a dostatečnou tuhost pro tlumení vibrací robota. Robotické aplikace vyžadují vyšší přesnost polohy, typicky ±0,1 mm pro rozmístění otvorů. Zajistěte, aby konstrukce stolu zahrnovala zemnící očka a možnosti vedení kabelů pro bezpečnou podporu automatizovaného zařízení. Před objednáním se poraďte se svým integrátorem robota ohledně specifických požadavků na zatížení a montáž.
Jakou údržbu vyžaduje svařovaný upínací stůl?
Pravidelné čištění k odstranění rozstřiku a nanášení tenké vrstvy antikorozního oleje udržuje povrch funkční. Pravidelně kontrolujte vyrovnávací nožičky, abyste zajistili, že stůl zůstane stabilní na podlaze dílny. Zkontrolujte otvory, zda se v nich nenahromadily nečistoty, které by mohly bránit vkládání nástrojů. Při správné péči a kvalitním keramickém povlaku vyžadují tyto stoly minimální údržbu nad rámec běžného úklidu.
Jak dlouho trvá přeprava z Číny do USA nebo Evropy?
Námořní přeprava obvykle trvá 25–35 dní z přístavu do přístavu plus 5–10 dní pro celní odbavení a vnitrozemské doručení. Letecká přeprava zkracuje tranzit na 7–10 dní, ale ztrojnásobuje náklady, takže je životaschopná pouze pro urgentní malé součásti. Při plánování časové osy projektu zohledněte výrobní dobu 2-4 týdnů. Spolupráce s dopravcem se zkušenostmi s těžkou technikou zefektivňuje celý logistický řetězec.


Strategické zadávání zakázek pro dlouhodobý úspěch výroby
Investice do vysoce kvalitní svařovací platformy promění efektivitu vaší dílny a konzistenci výstupu. Rozhodnutí koupit kovový svařovací stůl na prodej by mělo upřednostnit technické specifikace před počáteční cenou nálepky. Factory direct sourcing odemyká přizpůsobení, transparentnost a významné úspory nákladů, kterým se distributoři nemohou rovnat. Získáte kontrolu nad výběrem materiálu, procesy tepelného zpracování a dokončovacími detaily, které definují životnost nástroje. Naše analýza potvrzuje, že obchody přecházející na přesné modulární systémy zaznamenaly během prvního čtvrtletí provozu měřitelné zlepšení v propustnosti a kvalitě svarů. Nespokojte se s pokřivenými povrchy nebo nekonzistentními vzory otvorů, které váš tým denně frustrují.
Začněte nyní tím, že identifikujete své konkrétní požadavky na pracovní postup a oslovíte ověřené výrobce. Vyžádejte si protokoly o zkouškách frézy, vyžádejte si dokumentaci pro odstranění pnutí a vyžádejte si důkaz tolerancí rovinnosti. Navažte partnerství s dodavatelem, který považuje váš úspěch za svůj. Správný stůl se stává páteří vašich výrobních schopností a podporuje vše od jednoduchých držáků až po složité letecké sestavy. Zajistěte si náskok před konkurencí pomocí zařízení navrženého pro náročné podmínky moderní výroby. Navštivte naši katalog průmyslových zařízení k prozkoumání dalších zdrojů pro optimalizaci uspořádání vaší dílny. Udělejte chytrou volbu ještě dnes a vybavte svůj tým přesností, kterou si zaslouží.













